Call: 07315127395
 Send Inquiry
Send Inquiry
 Send Inquiry
Send InquirySealless Canned Motor Pumps
Price 75000.0 INR/ Number
MOQ : 1 Number
Sealless Canned Motor Pumps Specification
- Flow Rate
- 10
- Discharge Pressure
- up to 40 bar
- Mounting Type
- Horizontal/Vertical
- Head Size
- 20
- Frequency
- 50 Hertz (HZ)
- Inlet/Outlet
- 25
- Voltage
- 415 Volt (v)
- Control System
- DOL/Star-Delta/VFD
- Max Suction
- 200
- Working Temperature
- 200 Celsius (oC)
- Features
- Leak-proof hermetically sealed, Safe for toxic liquids, Maintenance friendly, Long service life
- Theory
- Centrifugal Pump
- Speed
- 2900 RPM
- Noise Level
- 75 db
- Caliber
- 150
- Material
- Stainless Steel, Alloy Steel, Hastelloy, Titanium, Others
- Structure
- Other
- Standard
- API 685
- Fuel Type
- Other
- Usage
- Other
- Application
- Other
- Suction Type
- Flooded or Positive Suction
- Seals Type
- Sealless (Canned Motor)
- Priming
- Self-priming or Non self-priming
- Pump Type
- Canned Motor Pump
- Capacity
- 10 m3/hr
- Connection Type
- Flanged/Threaded/Special Connections
- Explosion Proof Rating
- Optional Ex-proof (ATEX, IECEx available)
- Enclosure Protection
- IP55/IP56/IP65
- Cooling Method
- Air cooled or Liquid cooled
- Impeller Type
- Closed/Open, Dynamically balanced
- Bearing Type
- Sleeve or Thrust Bearing
- Service Conditions
- Suitable for vacuum service, high/low temperature fluids
- Maximum Viscosity
- up to 350 cP
- Flow Control Option
- Variable Frequency Drive compatible
- Net Weight
- From 50 kg to 800 kg depending on model
- Insulation Class
- Class F/H
- Motor Protection
- Internal thermal protection, Overload protection
- Rotor Type
- Canned Squirrel Cage Induction Motor
- Casing Pressure
- Designed up to 40 bar
Sealless Canned Motor Pumps Trade Information
- Minimum Order Quantity
- 1 Number
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 100 Per Month
- Delivery Time
- 4 Week
- Main Domestic Market
- All India
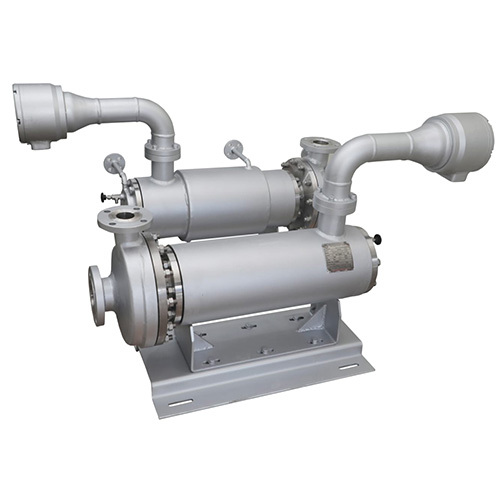
About Sealless Canned Motor Pumps
Procure ineffable engineering excellence with our Sealless Canned Motor Pumps - a glorious solution designed for demanding applications. This towering marvel offers a special combination of leak-proof, hermetically sealed operation with a dynamically balanced impeller and robust casing pressure up to 40 bar. The product is a true bargain for industries requiring safety for toxic, volatile, or high-temperature fluids. Optional ex-proof ratings (ATEX/IECEx) and compatibility with global standards (API 685, ISO 2858, DIN EN 22858) ensure versatility. Suitable for vacuum service, these pumps boast internal motor protection, variable frequency drive options, and enduring materials like stainless steel, Hastelloy, and titanium. From exporters and suppliers in India, it's a maintenance-friendly, long-life asset.
Versatile Applications & Defining Features
Sealless Canned Motor Pumps excel in myriad applications, procured for chemical processing, oil and gas, pharmaceuticals, and power industries. Their special leak-proof structure ensures safe handling of hazardous and high-temperature fluids. Application methods include both horizontal and vertical mounting with adaptable connection types. The machine's ineffable reliability stems from advanced motor protection, dynamically balanced impellers, and cooling choices (air or liquid cooled), making it a towering solution for vacuum operations and demanding environmental conditions.
Certifications, Market Reach & Delivery Dynamics
Holding prestigious certifications like API 685, ISO 2858, and DIN EN 22858, these pumps meet international standards for industrial glory. Shipped goods are available at competitive list price and ensure swift delivery-typically within industry-leading timeframes. The outlay brings value in main export markets, including Europe, Asia, and the Middle East, where reliability, safety, and compliance are paramount. Each order is processed with attention to global requirements and thorough quality assurance for impeccable performance on arrival.
Versatile Applications & Defining Features
Sealless Canned Motor Pumps excel in myriad applications, procured for chemical processing, oil and gas, pharmaceuticals, and power industries. Their special leak-proof structure ensures safe handling of hazardous and high-temperature fluids. Application methods include both horizontal and vertical mounting with adaptable connection types. The machine's ineffable reliability stems from advanced motor protection, dynamically balanced impellers, and cooling choices (air or liquid cooled), making it a towering solution for vacuum operations and demanding environmental conditions.
Certifications, Market Reach & Delivery Dynamics
Holding prestigious certifications like API 685, ISO 2858, and DIN EN 22858, these pumps meet international standards for industrial glory. Shipped goods are available at competitive list price and ensure swift delivery-typically within industry-leading timeframes. The outlay brings value in main export markets, including Europe, Asia, and the Middle East, where reliability, safety, and compliance are paramount. Each order is processed with attention to global requirements and thorough quality assurance for impeccable performance on arrival.
FAQ's of Sealless Canned Motor Pumps:
Q: How does a Sealless Canned Motor Pump benefit hazardous fluid applications?
A: The sealless, hermetically sealed design ensures absolute leak prevention, making it remarkably safe for handling toxic, volatile, or environmentally sensitive liquids without external contamination.Q: What certifications do these pumps comply with?
A: These pumps are certified under international standards such as API 685, ISO 2858, and DIN EN 22858, guaranteeing global acceptance and operational reliability.Q: When should I choose a canned motor pump over a conventional pump?
A: Select a canned motor pump when leakage prevention, safe operation with toxic fluids, maintenance reduction, and compliance with strict regulations are operational priorities.Q: Where can Sealless Canned Motor Pumps be installed?
A: They are suitable for installations in chemical plants, refineries, pharmaceutical facilities, power stations, and any environment where leak-tight operation and rugged performance are essential.Q: What is the delivery process and expected timeframe for shipped goods?
A: Upon order confirmation, the pumps are prepared, quality-checked, and shipped according to the customer's specifications, with delivery times depending on destination but adhering to competitive industrial standards.Q: How is application-specific customization handled?
A: Customizations such as connection type, impeller design, material selection, and control system integration are made available to match unique process and site requirements, ensuring optimal performance.




Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Canned Motor Pump Category

Industrial Multi Stage Canned Motor Pump
Minimum Order Quantity : 1 Unit
Standard : ISO 2858/ISO 5199/GB/T 56572013
Priming : SelfPriming Not Required
Voltage : 380415V, 3 Phase, 50Hz
Seals Type : Sealless (Canned Motor Design)

SPSCMP Self- Preming Sealless Canned Motor Pump
Minimum Order Quantity : 1 Unit
Standard : ISO 2858/IEC
Priming : SelfPriming
Voltage : 220 V / 380 V / 415 V
Seals Type : Sealless Canned Motor (No Mechanical Seal)

High Temperature Pump
Minimum Order Quantity : 1 Unit
Standard : ISO 2858/ DIN24256
Priming : Selfpriming / Non selfpriming types available
Voltage : 220V/380V
Seals Type : Mechanical Seal

Slurry Canned Motor Pump
Minimum Order Quantity : 1 Unit
Standard : ISO 2858
Priming : Selfpriming
Voltage : 380 V
Seals Type : Mechanical Seal (Canned Motor)
Contact Details
PRECISION SEALLESS PUMPS PRIVATE LIMITED
GST : 27AAOCP5555G1ZZ
- Unit No-6, Bldng 01, Extension No. 1, Rajprabha Udyog Nagar, Golani Naka,Vasai - 401208, Maharashtra, India
- Phone :07315127395
Developed and Managed by Infocom Network Private Limited.
